



浅谈三维焊接平台的用前准备与误差检测介绍
三维焊接平台在平时的使用过程中,如遇到潮湿的天气,特别是南方, 要用遮盖物保护好三维焊接平台,否则当空气中的杂质或酸性气体洒落到三维焊接平台上,就会加快平台的老化。三维焊接平台在平常的工程使用过程中,如果三维柔性焊接平台本身的质量不达标,再碰到一系列的空气以及水分后,就特别容易生锈。因铸铁材料的一些特性,三维焊接平台表面幅射热吸收慢,导热快,进入恒温室较快稳定,但恒温室内温度稍有变化即不稳定。另外它可在标准室内进行整修,但遇潮湿会生锈,在价格方面通常较高。而岩石平台则在这些方面恰恰和三维焊接平台相反。
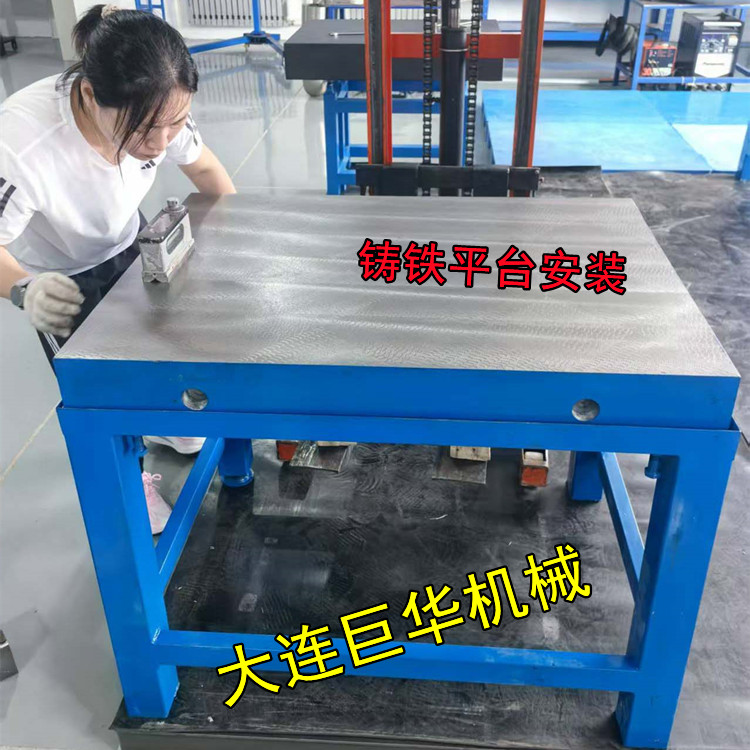
三维焊接平台使用前的准备工作:
1、清洗被检三维焊接平台表面,用120#溶剂汽油清洗擦净。
2、三维焊接平台检定工具在检定地点平衡温度的时间应不少于四小时。
3、查看检具及主要配套设备合格证是否在 期内,如不在 期内则一律不准使用,应及时与维修人员联系,检查检具还是否合格。
4、三维焊接平台检定地点温度是否满足检定规程的要求(20±5℃),如不满足,应使用空调器调节检定地点温度,使其满足要求。
三维焊接平台一致认为除具有普通 的性能外,还有别具一格的优良特性:
1、容易 量块所需的较高光洁度和研合性,工件镜面青亮。
2、用较简单的方法即可使三维焊接平台上砂,且上砂快,嵌砂量足。经过使用后仍十分容易上同类型砂,经过打磨后,光洁度显著提高。广泛应用在电力设备、纺织机械、陶瓷行业、环保设备、铁路机车、铁路机车、铁路、铁路机车、航天航空、轮船制造、环保设备、等各个领域。
3、三维焊接平台耐用,切削足而 ,轻度导砂后仍有良好的切削性,推研时感觉流畅。
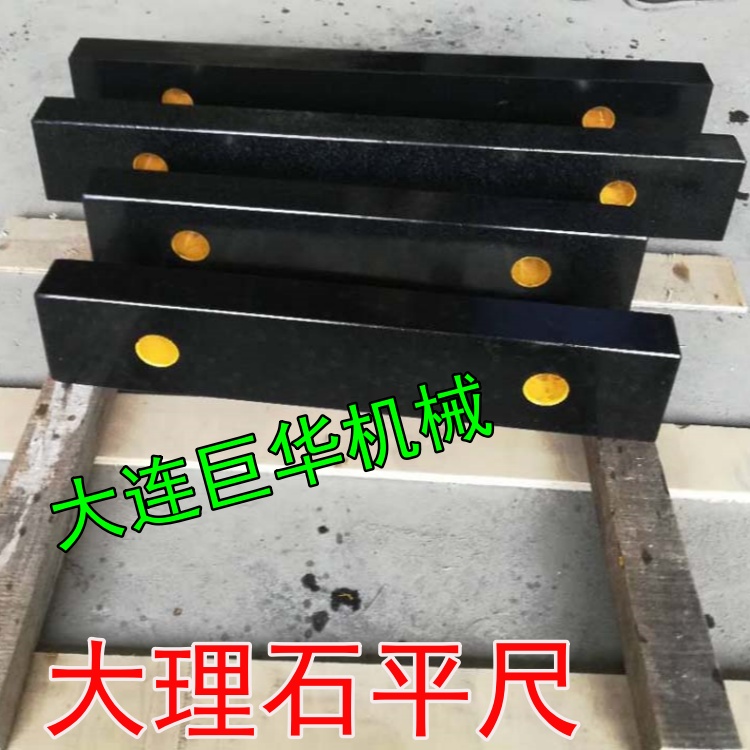
三维焊接平台表面平面度误差的检测手段:
打表测量法将被测检验平台和测微计放在标准三维焊接平台上,以标准三维焊接平台作为测量基准面,用测微计沿实际表面逐点或沿几条直线方向进行测量。打表测量法按评定基准面分为三点法和对角线法,三点法是用被测检验平台实际工作面上相距远的三点所决定的理想平面作为评定基准面,实测时,先将被测检验平台实际工作面上相距很远的三点 调整到与标准三维焊接平台等高;对角线法实测时先将实际工作面上的四个角点按对角线调整到两两等高。然后用测微计进行测量,测微计在整个实际表面上测得的变动量,即是该检验平台实际表面的平面度误差。
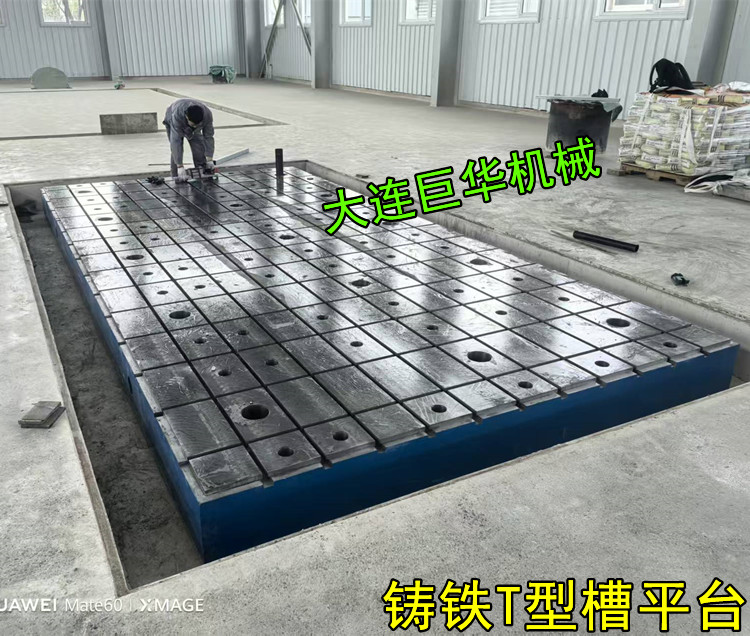
因为三维焊接平台检测法测量简单,经济,能保证 的测量精度,能测量一些通用量仪器难以测量的工件,因而 了广泛的应用。三维焊接平台是作为 测量或划线用的基准平面,因此平台工作面的平面度就代表了平台质量的主要精度指标。三维柔性焊接平台工作面的平面度是指包容实际表面且距离为小的两平行平面间的距离。将平台工作面平面度公差允许值,按其数值大小分成几个级别,称为平台平面度准确度。至于应分成几个级别,按什么规律分布公差数值,各国平台标准都不一样。我国三维焊接平台标准将平台分为6级,即000、00、0、1、2、3、级,这个精度分别大致对应GB1184-80规定的平面度公差的1、2、3、5、7、9共6个等级。
三维焊接平台热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。这些过程互相衔接,不可间断。三维焊接平台在使用和加工中,应设置主支撑点和辅助支撑点,什么是主支点、辅助支点主支点是指三维焊接平台在加工、检定和使用中与安装基面或专用支架接触时,用作主要支承的部分。此时的支承力系是静止状态。为了保证铸铁焊接平台的加工、检定、验收和使用时工作面准确度的一致性而设置主支点,这将克服当前1000mm×750mm以上三维焊接平台检定和使用出现平面度误差值不一致问题辅助支点是指平台在使用时,为了防止承载的偏移而发生倾覆或因负载过大而产生有害的变形所增设的支点。辅助支点上的支力应小于主支点上的支力。三维焊接平台主支点、辅助支点的设置是影响平台准确度保持性的重要因素。

