
公司动态NEWS
长春大理石平台

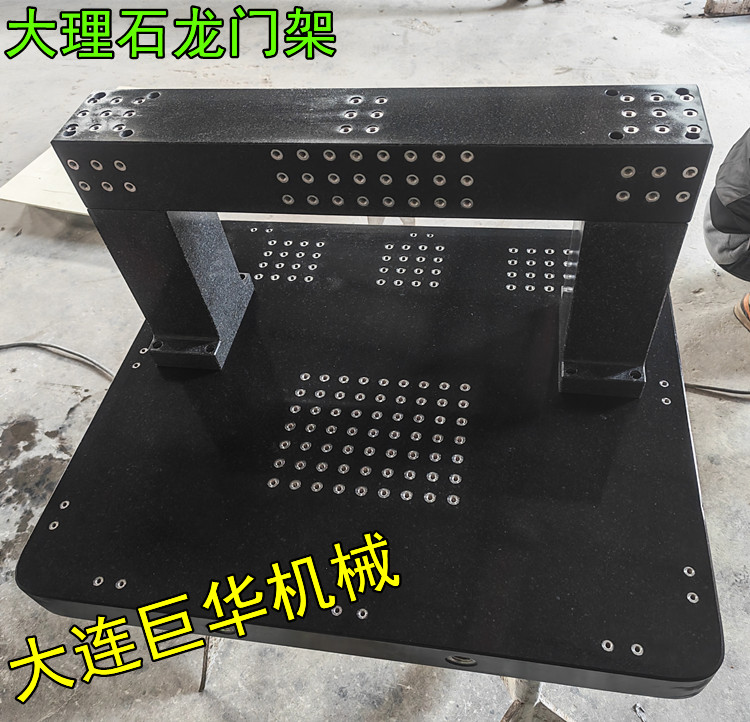
长春大理石平台,长春大理石龙门架,长春大理石检验平台,生产厂家加工销售,精度00级保证,为客户组装好发货;
长春大理石平台底座的加工技巧有哪些?大理石平台底座因具备高硬度、耐磨、耐腐蚀及热稳定性好等特性,广泛应用于精密测量、机械加工等领域。但其脆性大、加工难度高,需掌握以下加工技巧以确保精度与质量:
一、前期准备与材料选择
材料选择
优先选用优质天然大理石(如济南青、汉白玉)或人造大理石,确保材质均匀、无裂纹、杂质少。
根据用途选择硬度:高精度测量平台需更高硬度(如肖氏硬度Hs70以上),一般加工平台可适当降低要求。
设计优化
避免复杂结构,减少尖角、薄壁等易崩裂部位。
预留加工余量:粗加工阶段留出0.5-1mm余量,供精加工修正。
确定精度等级:根据需求划分平面度、直线度等参数(如000级、00级、0级等),指导后续加工。
二、粗加工阶段技巧
切割与成型
切割工具:使用金刚石锯片或水刀切割,减少热影响区,避免裂纹。
分步切割:先切割大轮廓,再逐步细化,降低单次切割应力。
冷却处理:切割过程中持续喷水冷却,防止局部过热导致开裂。
初步找平
粗磨:用大粒度金刚石磨盘(如60#、120#)快速去除表面凹凸,保留0.5-1mm余量。
检测平面度:用激光干涉仪或水平仪初步检测,标记高低点。
三、精加工阶段技巧
精密磨削
磨盘选择:逐级使用细粒度金刚石磨盘(如240#、400#、800#),每次更换磨盘后需重新检测平面度。
低速高压:控制磨削速度(约5-10m/min),适当增加压力,确保材料均匀去除。
交叉磨削:沿X、Y方向交替磨削,消除单向应力,提高平面度。
抛光处理
抛光剂:使用氧化铝或氧化硅抛光液,配合软质抛光垫(如聚氨酯)。
低速轻压:以1-3m/min速度抛光,避免高温导致表面微裂纹。
多级抛光:从粗抛(如15μm粒度)逐步过渡到精抛(如1μm粒度),直至表面粗糙度达Ra0.025μm以下。
四、特殊结构加工技巧
钻孔
预钻小孔:用1-2mm钻头引导,再逐步扩大至目标尺寸,避免钻头偏移。
冷却润滑:钻孔时持续加水或冷却液,防止干磨导致裂纹。
低转速高进给:转速控制在500-1000转/分钟,进给率0.1-0.3mm/转。
开T型槽/燕尾槽
预埋金属件:优先采用预埋不锈钢或铝合金槽的方式,避免直接在石材上开槽。
分步加工:若需开槽,先用金刚石砂轮磨削垂直部分,再加工横向凹槽,手工修整倒角。
控制深度:槽深不超过平台厚度的1/3,防止结构强度不足。
螺纹孔加工
攻丝前处理:钻孔后用超声波清洗孔内石粉,防止攻丝时卡屑。
使用专用丝锥:选用螺旋槽丝锥,配合冷却液,减少切削阻力。
分次攻丝:先攻至1/2深度,清理碎屑后再完成攻丝。
五、质量检测与后处理
精度检测
平面度检测:用激光干涉仪或电子水平仪检测,误差需控制在微米级(如00级平台平面度≤1μm)。
直线度检测:沿平台边缘拉线,用千分表检测偏差。
表面粗糙度检测:用触针式粗糙度仪测量,确保Ra值符合要求。
后处理与保护
清洗:用超声波清洗机去除表面油污、石粉。
防锈处理:金属部件涂防锈油,石材表面涂防护蜡。
包装运输:用木箱固定,填充泡沫或海绵,避免运输中碰撞。
六、常见问题与解决方案
裂纹与崩边
原因:加工应力、冷却不足、刀具钝化。
解决:优化加工路径,减少单次切削量;加强冷却;及时更换刀具。
平面度超差
原因:磨盘磨损、夹具松动、温度变化。
解决:定期修整磨盘;检查夹具固定;控制加工环境温度。
表面划伤
原因:抛光垫杂质、冷却液污染。
解决:更换干净抛光垫;过滤冷却液。

